
🔬 Cutting-Edge Technology
Processing Units
Our refinery complex comprises multiple processing units, each equipped with state-of-the-art technology from world-leading licensors.
ELOU-AT-1 (Crude Distillation Unit 1)
The first atmospheric distillation unit featuring integrated desalting (ELOU). Processes crude oil into primary fractions including naphtha, kerosene, diesel, and atmospheric residue.
ELOU-AT-2 (Crude Distillation Unit 2)
High-capacity atmospheric distillation unit with advanced heat integration and multi-stage desalting. Significantly expanded the refinery's crude processing capability.
ELOU-AVT-2 (Atmospheric-Vacuum Unit)
Combined atmospheric and vacuum distillation unit enabling deep processing of crude oil. Produces vacuum gasoil and vacuum residue for secondary processing.
Diesel Hydrotreating Unit
State-of-the-art catalytic hydrotreating complex producing Euro-5 compliant diesel fuel with sulfur content below 10 mg/kg. Features high-pressure reactors with advanced catalyst systems.
Isomerization Unit
Converts light straight-run naphtha into high-octane isomerate for gasoline blending. Employs modern zeolite catalyst technology for maximum conversion efficiency.
Sulfur Recovery Unit (Claus)
Multi-stage Claus process converts hydrogen sulfide from hydrotreating into elemental sulfur. Tail gas treatment ensures emissions are well below regulatory limits.
Process Flow Diagrams
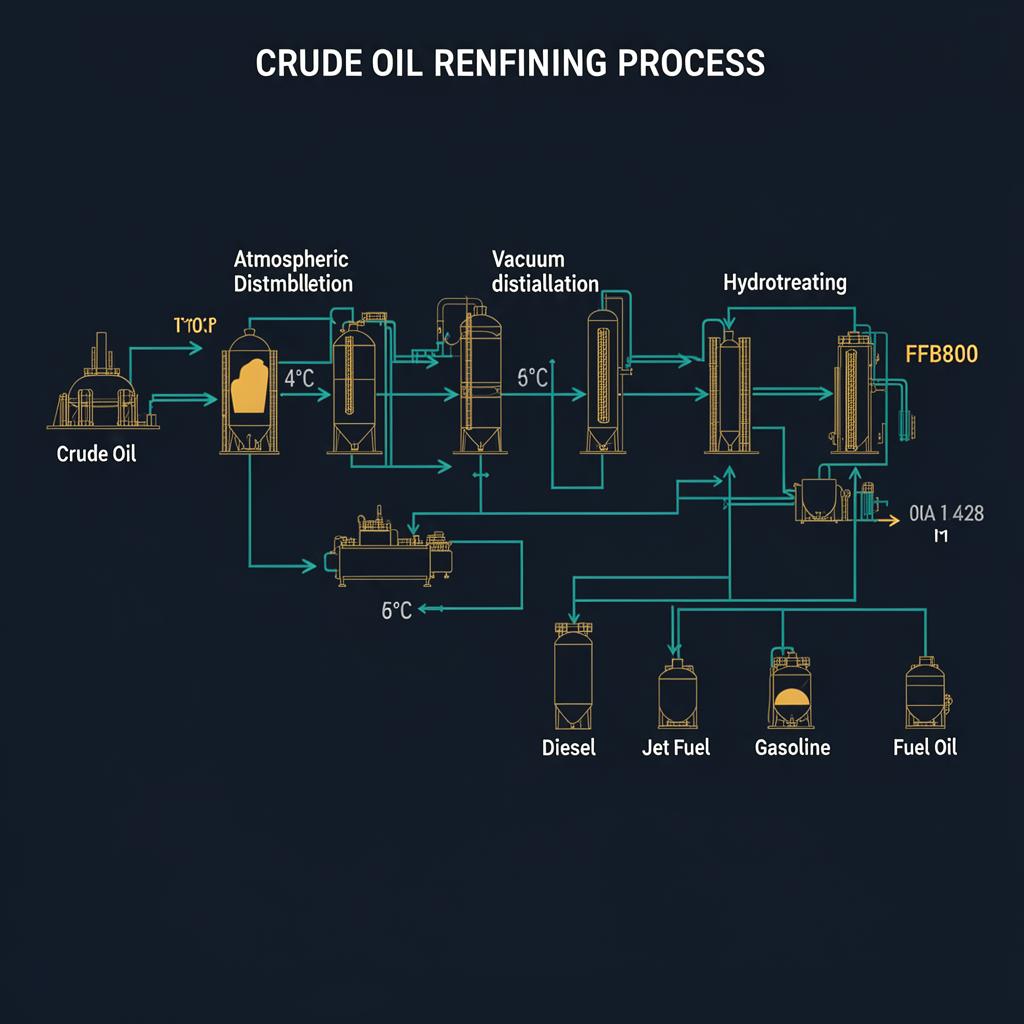
Crude Oil Distillation
Atmospheric and vacuum distillation separates crude into valuable fractions by boiling point.
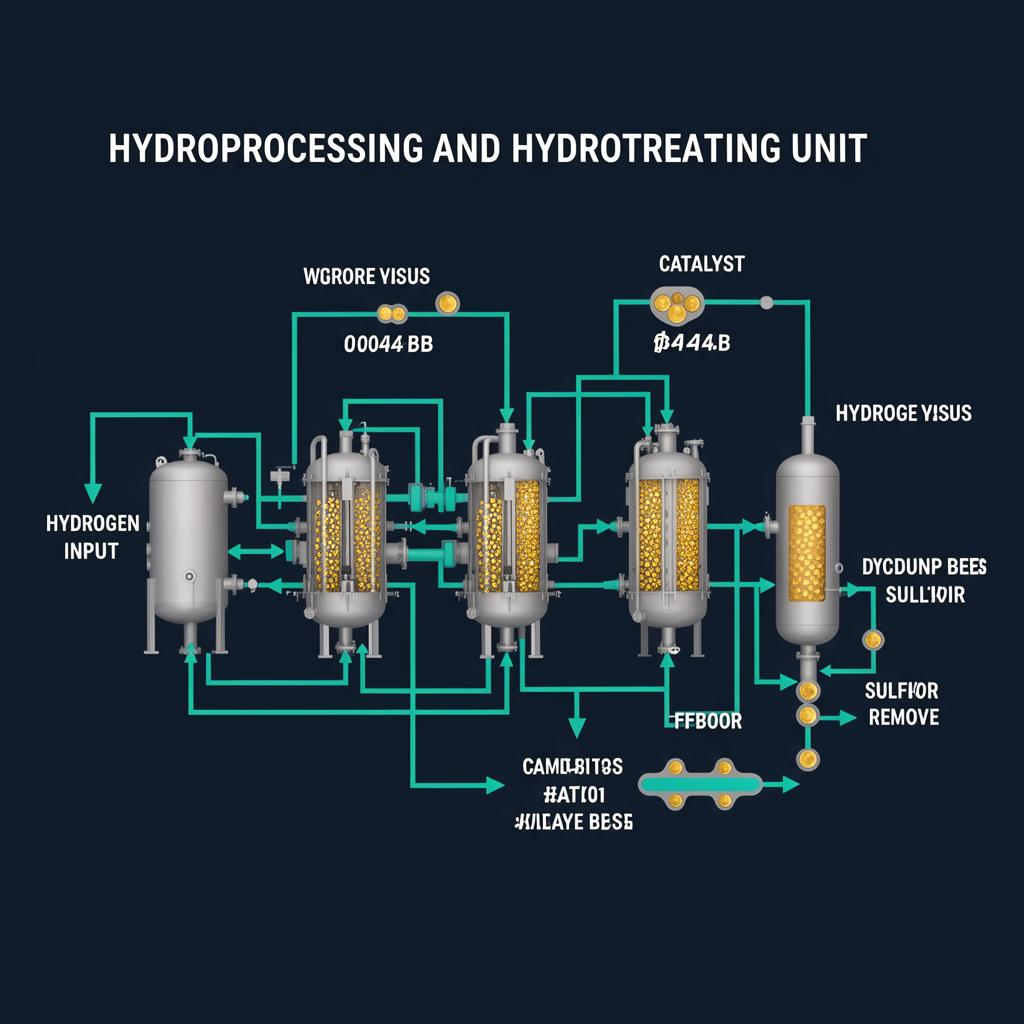
Hydroprocessing
Catalytic hydrotreating removes sulfur, nitrogen, and metals to produce ultra-clean fuels.
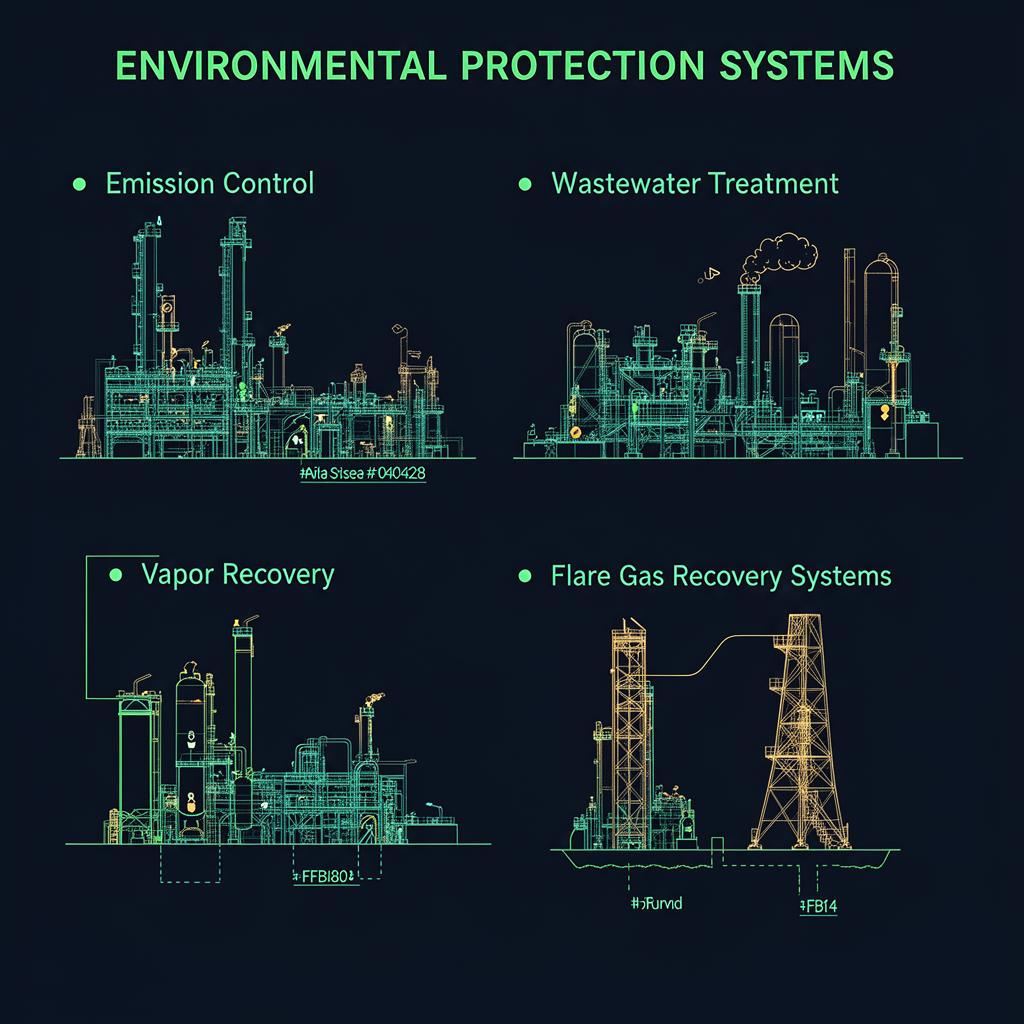
Environmental Systems
Emission control, water treatment, and waste recovery systems protect the environment.
Advanced Capabilities
Distributed Control Systems (DCS)
Full plant automation with redundant Honeywell/Yokogawa DCS platforms providing real-time control of all process parameters. Operators monitor thousands of control loops from the central control room.
Advanced Process Control (APC)
Multivariable predictive control systems optimize unit operations in real-time, maximizing throughput and product yields while minimizing energy consumption and off-spec production.
Inline Quality Analyzers
Near-infrared (NIR) and X-ray fluorescence analyzers continuously monitor product quality at key process points, enabling immediate corrective action without waiting for laboratory results.
Heat Integration Systems
Extensive heat exchanger networks recover and reuse thermal energy throughout the refinery, reducing fired heater fuel consumption by up to 30% and lowering greenhouse gas emissions.
Safety Instrumented Systems (SIS)
Independent SIL-2 and SIL-3 rated safety systems provide automatic emergency shutdown capabilities, protecting personnel, equipment, and the environment from abnormal conditions.
Catalyst Technology
World-class hydrotreating and isomerization catalysts from leading international suppliers ensure maximum conversion rates, extended run lengths, and consistent product quality.
Energy Management
ISO 50001-aligned energy management system tracks and optimizes energy consumption across all units. Cogeneration and waste heat recovery further improve overall energy efficiency.
Predictive Maintenance
Vibration monitoring, thermography, and oil analysis programs detect equipment degradation before failure, enabling planned maintenance that minimizes unplanned downtime.